Innovative Explosion Protection for the Cement Industry

When the Czech branch of a globally recognized leader in industrial weighing, feeding, measuring and process technologies encountered technical design challenges in providing an explosion protection concept for a client, they turned to IEP Technologies Europe for an innovative and low maintenance solution. The end user, a major building materials and solutions company with plants and operations worldwide, produce a range of construction materials including cement, aggregates and ready-mix concrete for use in small, local housing developments through to large technically and architecturally challenging infrastructure projects.
The project involved the installation of a new multi-stage pre-heater process in a cement production plant located in Canada. The raw materials used in the production of cement, namely limestone together with clay or shale, are crushed to a very fine powder and blended to form what is known as “raw feed” or “raw mix”. This blended raw material is then progressively heated in the pre-heater using hot exhaust gases from the kiln before finally being transferred to the cement kiln where it reaches a temperature of approximately 1400 C to 1500 C, which is necessary to attain calcination and form larger pieces typically known as “clinker”. The clinker is then cooled before being milled to a powder to form cement. In this plant the fuel used for the burner is a sustainable “bio-mass” and the main explosion risk identified within the system is present in the form of the potential for hot particles or glowing “nests” emanating from the conveying system in addition to the possibility that ignition from the burner could be transferred up into the ducting.
The primary explosion protection was achieved through installing multiple Hoerbiger EVN flameless explosion venting valves to specific locations within the process. The ATEX compliant EVN valve consists of a circular venting device with an integrated flame arrester.
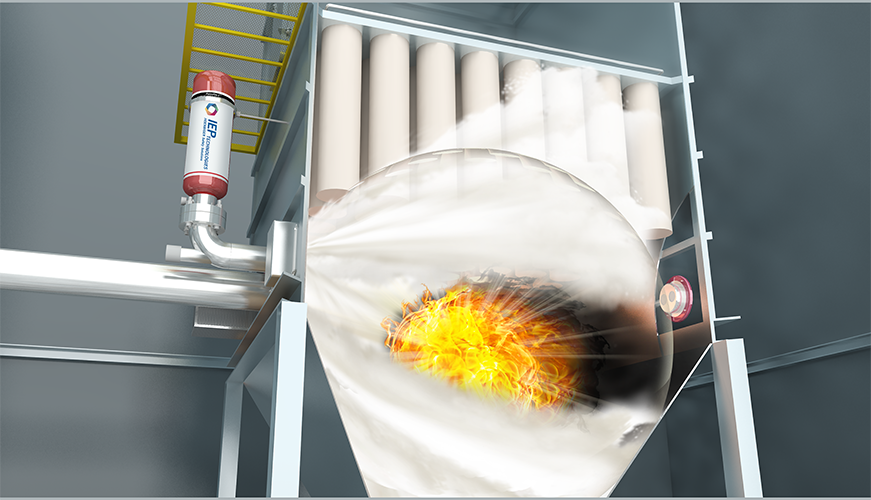
When an explosion occurs, the venting device responds rapidly by opening and directing the vented explosion through the flame arrester, where the hot gases are cooled as they pass through the flame arrester material thus preventing flames from being expelled into the surrounding area.
A key feature of the EVN design also enables the valve to re-seal after activation, allowing the unit to stay in place to safeguard against future events without needing any maintenance or resetting, whilst integrated electronic controls keep plant personnel informed of the status of the system.
However as previously noted, it was vital to prevent explosive events occurring anywhere in the process from triggering secondary explosions that could be potentially devasting to the overall plant and any operating personnel working in the vicinity. Using data supplied by the customer and after detailed calculations and modelling it was determined that a workable solution could be found by using normal “product build-up” levels as an internal isolation barrier against explosion propagation. To ensure the correct filling quantities are maintained, level controls are installed to provide alarm/shutdown in case the product build up is not adequate to provide this degree of isolation.
Bent u bezorgd over het explosiegevaar in uw bedrijf?
Vraag nu de mening van een expert!
IEP Technologies - Austria
(HOERBIGER Safety Solutions)
Tel. +43 1 22440 2287
IEP Technologies - Sweden
(HOERBIGER Safety Solutions)
Tel. +46 70 564 3306
IEP Technologies - Finland
Tel. +358 10 325 358 0
IEP Technologies – Switzerland
Tel. +41 62 207 10 10
IEP Technologies – France
(HOERBIGER Safety Solutions)
Tel. +33 (0) 4 90 86 01 01
IEP Technologies – Turkey
Tel. +90 232 484 4412
IEP Technologies – Germany
Tel. +49 2102 5889 0
IEP Technologies – UK
Tel. +44 1242 283 060
IEP Technologies - Italy
(HOERBIGER Safety Solutions)
Tel. +39 045 2370762
IEP Technologies – Latin America
(HOERBIGER Safety Solutions)
Tel. +55 (11) 4446 7400
IEP Technologies – USA
Tel. +1-855-793-8407
IEP Technologies – China
(HOERBIGER Safety Solutions)
Tel. +86 21 6485 0855
IEP Technologies - Korea
(HOERBIGER Safety Solutions)
Tel. +82 10 2579 8077
IEP Technologies - Malaysia
(HOERBIGER Safety Solutions)
Tel. +6012-3783969
IEP Technologies – South East Asia
(HOERBIGER Safety Solutions)
Tel. +65 6890 0770

